





Proses penggilingan CNC
Kontrol numerik (uga kontrol numerik komputer, lan biasa disebut CNC) yaiku kontrol otomatis alat mesin (kayata pengeboran, mesin bubut, pabrik lan printer 3D) kanthi komputer.Mesin CNC ngolah potongan materi (logam, plastik, kayu, keramik, utawa komposit) kanggo nyukupi spesifikasi kanthi ngetutake instruksi sing diprogram kanthi kode lan tanpa operator manual sing langsung ngontrol operasi mesin.
A mesin CNC minangka alat maneuverable motorized lan asring platform maneuverable motorized, kang loro kontrol dening komputer, miturut instruksi input tartamtu.Instructions dikirim menyang mesin CNC ing wangun program urutan instruksi kontrol mesin kayata G-kode lan M-kode, banjur kaleksanan.Program kasebut bisa ditulis dening wong utawa, luwih asring, digawe dening piranti lunak desain dibantu komputer grafis (CAD) lan / utawa piranti lunak manufaktur sing dibantu komputer (CAM).Ing kasus printer 3D, bagean sing bakal dicithak "iris", sadurunge instruksi (utawa program) digawe.Printer 3D uga nggunakake G-Code.
CNC minangka dandan gedhe saka mesin non-komputer sing kudu dikontrol kanthi manual (contone, nggunakake piranti kayata gembong tangan utawa tuas) utawa dikontrol sacara mekanis kanthi panuntun pola sing wis digawe (kamera).Ing sistem CNC modern, desain bagean mekanik lan program manufaktur banget otomatis.Dimensi mekanik bagean kasebut ditetepake nggunakake piranti lunak CAD banjur diterjemahake menyang arahan manufaktur kanthi piranti lunak manufaktur sing dibantu komputer (CAM).Arah sing diasilake diowahi (dening piranti lunak "pemroses pos") dadi perintah khusus sing dibutuhake kanggo mesin tartamtu kanggo ngasilake komponen lan banjur dimuat menyang mesin CNC.
Amarga komponen tartamtu mbutuhake panggunaan sawetara alat sing beda - bor, gergaji, lan liya-liyane - mesin modern asring nggabungake macem-macem alat dadi "sel" siji.Ing panginstalan liyane, sawetara mesin beda digunakake karo pengontrol eksternal lan operator manungsa utawa robot sing mindhah komponen saka mesin menyang mesin.Ing kasus apa wae, seri langkah sing dibutuhake kanggo ngasilake bagean kasebut kanthi otomatis banget lan ngasilake bagean sing cocog karo gambar CAD asli.
Penggilingan minangka proses pemotongan sing nggunakake pemotong panggilingan kanggo mbusak materi saka permukaan benda kerja.Pemotong panggilingan minangka alat pemotong rotary, asring kanthi pirang-pirang titik pemotongan.Beda karo pengeboran, ing ngendi alat kasebut maju ing sumbu rotasi, pemotong ing panggilingan biasane dipindhah tegak lurus menyang sumbu supaya pemotongan ana ing keliling pemotong.Minangka pemotong panggilingan lumebu ing karya, pinggiran nglereni (suling utawa untu) saka alat bola-bali Cut menyang lan metu saka materi, cukur mati Kripik (swarf) saka Piece karya karo saben pass.Tindakan pemotongan yaiku deformasi geser;materi di-push mati Piece karya ing clumps cilik sing nyumerepi bebarengan kanggo ombone luwih utawa rodok kurang (gumantung ing materi) kanggo mbentuk Kripik.Iki ndadekake pemotongan logam rada beda (ing mekanika) saka ngiris bahan sing luwih alus nganggo lading.
Proses panggilingan mbusak materi kanthi nindakake akeh potongan cilik sing kapisah.Iki ditindakake kanthi nggunakake pemotong kanthi untu akeh, muter pemotong kanthi kacepetan dhuwur, utawa maju materi liwat pemotong alon-alon;paling asring iku sawetara kombinasi saka telung pendekatan iki.[2]Kacepetan lan feed digunakake mawarni-warni kanggo cocog kombinasi variabel.Kacepetan ing kang Piece maju liwat cutter diarani feed rate, utawa mung feed;paling asring diukur minangka jarak saben wektu (inci saben menit [ing / min utawa ipm] utawa millimeters per menit [mm / min]), sanajan jarak saben revolusi utawa saben waos pemotong uga kadhangkala digunakake.
Ana rong kelas utama proses penggilingan:
1. Ing panggilingan pasuryan, tumindak nglereni occurs utamané ing sudhut mburi cutter panggilingan.Penggilingan pasuryan digunakake kanggo ngethok permukaan sing rata (pasuryan) menyang potongan kerja, utawa kanggo ngethok rongga dhasar sing rata.
2. Ing panggilingan peripheral, tumindak nglereni occurs utamané ing sadawane circumference saka cutter, supaya bagean salib saka lumahing gilingan ends munggah nampa wangun cutter.Ing kasus iki lading pemotong bisa katon minangka scooping metu materi saka Piece karya.Penggilingan periferal cocok kanggo nglereni slot jero, benang, lan untu gear.
| mesin CNC | Katrangan |
| Mill | Nerjemahake program sing dumadi saka nomer lan huruf tartamtu kanggo mindhah spindle (utawa workpiece) menyang macem-macem lokasi lan ambane.Akeh sing nggunakake kode G.Fungsi kalebu: panggilingan pasuryan, panggilingan Pundhak, tapping, pengeboran lan sawetara malah nawakake ngowahi.Saiki, pabrik CNC bisa duwe 3 nganti 6 sumbu.Paling pabrik CNC mbutuhake manggonke workpiece ing utawa ing wong lan kudu paling sethithik minangka gedhe minangka workpiece, nanging mesin 3-sumbu anyar kang diprodhuksi sing luwih cilik. |
| bubut | Cut workpieces nalika lagi diputer.Nggawe kanthi cepet, ngethok tliti, umume nggunakake alat lan latihan sing bisa diindeks.Efektif kanggo program rumit sing dirancang kanggo nggawe bagean sing ora bisa ditindakake ing mesin bubut manual.specifications kontrol padha kanggo pabrik CNC lan asring bisa maca G-kode.Umume duwe rong sumbu (X lan Z), nanging model sing luwih anyar duwe sumbu luwih akeh, saéngga bisa mesin sing luwih maju. |
| pemotong plasma | Melu nglereni materi nggunakake obor plasma.Biasane digunakake kanggo motong baja lan logam liyane, nanging bisa digunakake ing macem-macem bahan.Ing proses iki, gas (kayata compressed online) diunekake ing kacepetan dhuwur metu saka muncung;ing wektu sing padha, busur listrik dibentuk liwat gas kasebut saka nozzle menyang permukaan sing dipotong, ngowahi sawetara gas kasebut dadi plasma.Plasma cukup panas kanggo nyawiji materi sing dipotong lan gerakane cukup cepet kanggo nyebul logam cair saka potongan kasebut. |
| Mesin discharge listrik | (EDM), uga dikenal minangka mesin percikan, eroding percikan, kobong, die sinking, utawa erosi kawat, minangka proses manufaktur ing ngendi wangun sing dikarepake dipikolehi kanthi nggunakake discharge listrik (percikan).Material dibusak saka workpiece dening seri discharges saiki ambalan cepet antarane loro elektrods, dipisahake dening adi dielektrik lan tundhuk voltase listrik.Salah sijine elektroda diarani elektroda alat, utawa mung "alat" utawa "elektroda," dene liyane diarani elektroda benda kerja, utawa "benda kerja". |
| Mesin multi-spindle | Jinis mesin sekrup digunakake ing produksi massal.Dianggep efisien banget kanthi nambah produktivitas liwat otomatisasi.Bisa kanthi efisien ngethok bahan dadi potongan cilik nalika nggunakake macem-macem alat.Mesin multi-spindle duwe sawetara spindle ing drum sing muter ing sumbu horisontal utawa vertikal.Drum ngemot sirah pengeboran sing kasusun saka sawetara spindle sing dipasang ing bantalan bal lan digerakake dening gear.Ana rong jinis lampiran kanggo kepala pengeboran iki, tetep utawa luwes, gumantung apa jarak tengah spindle pengeboran kudu mawarni-warni. |
| Kawat EDM | Uga dikenal minangka kabel cutting EDM, kabel kobong EDM, utawa traveling kabel EDM, proses iki nggunakake spark erosi kanggo mesin utawa mbusak materi saka sembarang materi konduktif listrik, nggunakake lelungan kabel elektroda.Elektroda kawat biasane kasusun saka kuningan utawa seng dilapisi bahan kuningan.Wire EDM ngidini cedhak 90-degree sudhut lan ditrapake banget sethitik meksa ing materi.Wiwit kabel wis eroded ing proses iki, mesin kabel EDM feed kabel seger saka spool nalika chopping munggah kabel digunakake lan ninggalake ing tong sampah kanggo daur ulang. |
| Sinker EDM | Uga disebut rongga jinis EDM utawa volume EDM, sinker EDM kasusun saka elektroda lan workpiece submerged ing lenga utawa adi dielektrik liyane.Elektroda lan benda kerja disambungake menyang sumber daya sing cocog, sing ngasilake potensial listrik ing antarane rong bagean kasebut.Nalika elektroda nyedhaki benda kerja, kerusakan dielektrik dumadi ing cairan sing mbentuk saluran plasma lan lompat spark cilik.Produksi mati lan cetakan asring digawe nganggo sinker EDM.Sawetara bahan, kayata bahan ferit alus lan bahan magnetik ikatan sing kaya epoksi ora kompatibel karo sinker EDM amarga ora konduktif listrik.[6] |
| Pemotong jet banyu | Uga dikenal minangka "waterjet", minangka alat sing bisa ngiris dadi logam utawa bahan liyane (kayata granit) kanthi nggunakake jet banyu kanthi kecepatan lan tekanan dhuwur, utawa campuran banyu lan zat abrasif, kayata wedhi.Asring digunakake nalika nggawe utawa nggawe bagean kanggo mesin lan piranti liyane.Waterjet minangka cara sing disenengi nalika bahan sing dipotong sensitif marang suhu dhuwur sing diasilake kanthi cara liya.Wis nemokake aplikasi ing macem-macem industri saka pertambangan menyang aerospace sing digunakake kanggo operasi kayata nglereni, mbentuk, ngukir, lan reaming. |

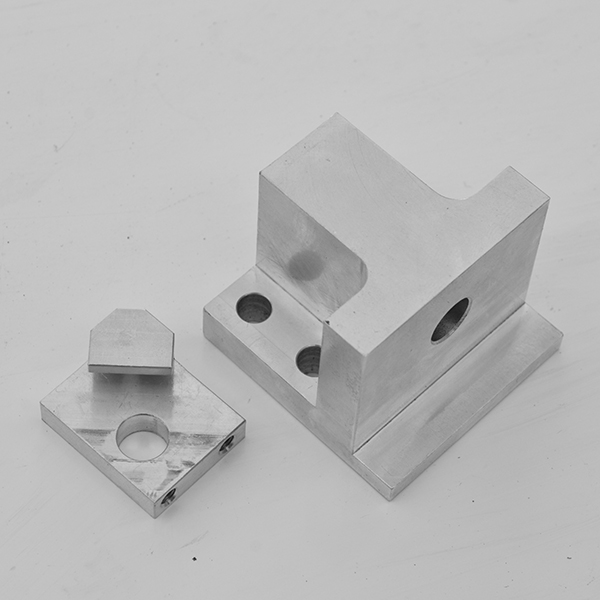
pengeboran CNC
bagean

Mesin CNC
bagean aluminium

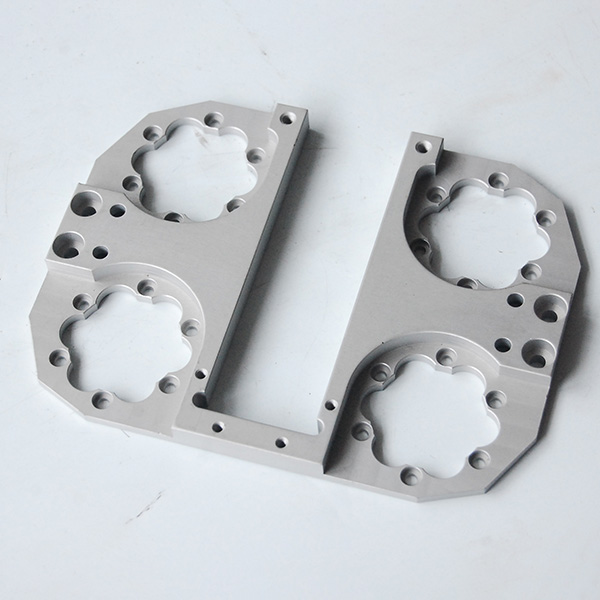
mesin CNC
bagean bend

bagean mesin CNC
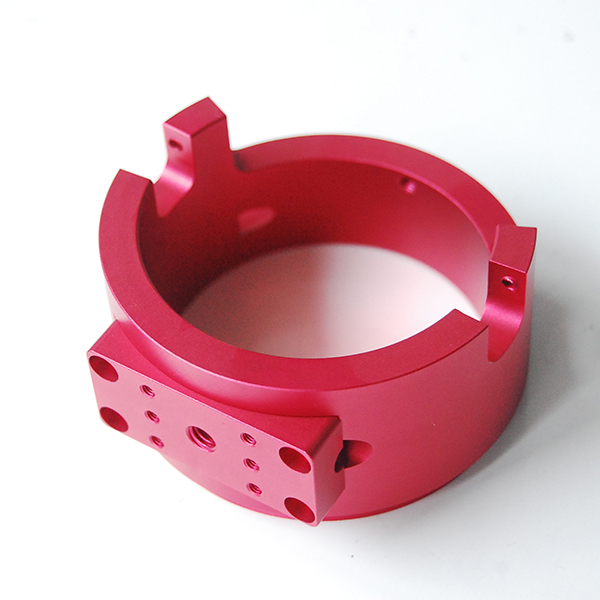
kanthi anodizing
Presisi dhuwur
bagean cnc
Casting aluminium presisi
karo machined lan anodized
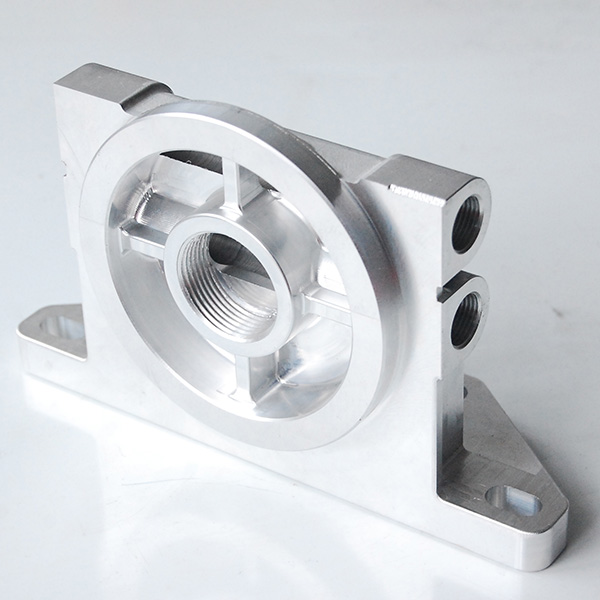
Presisi cast aluminium
karo machined

cnc baja
bagean mesin



